Consideraciones de diseño – Reactores de lecho móvil
El diseño de procesos con MBBR se basa en el concepto de que el tratamiento se consigue con diversos reactores en serie y que cada reactor individual está diseñado para una función específica de tratamiento dentro del esquema general de tratamiento. Esto es apropiado porque cada reactor promueve el desarrollo de un biofilm especializado orientado a un objetivo de tratamiento basado en las condiciones del reactor. Este enfoque compartimentado da como resultado un diseño bastante simple y directo, por el cual uno o más reactores de mezcla completa están orientados en serie, cada uno con un propósito de tratamiento específico. En comparación, en el diseño de un sistema de crecimiento suspendido, siempre se producen reacciones en competencia y debe mantenerse un tiempo de retención de sólidos global en el sistema (SRT) para proporcionar la mezcla de colonias bacterianas (basándose en las tasas de crecimiento y tipo de agua residual) necesarias para alcanzar la meta de tratamiento deseada dentro de la retención hidráulica disponible en cada zona del tanque (aireadas y no aireadas).
3.1. Películas biológicas en los soportes
Para el éxito de cualquier biofilm es crucial mantener una proporción alta de biomasa activa en el reactor. Cuando la concentración de biomasa en los soportes MBBR se presenta en términos de una concentración equivalente de sólidos en suspensión, los valores típicos oscilan entre los 1000 y 5000 mg/L de sólidos en suspensión. Sin embargo, cuando el rendimiento se considera en base al volumen, los resultados muestran que los porcentajes de eliminación pueden ser mucho más altos que en los sistemas de biomasa suspendida. Esta eficiencia volumétrica extra con MBBR se puede atribuir a lo siguiente:
- Elevada actividad general de la biomasa como resultado de un control eficaz del grosor del biofilm en el soporte como resultado del corte de los soportes por la energía de mezcla
- Capacidad de retener biomasa altamente especializada específica para las condiciones dentro de cada reactor, independiente del tiempo de retención global del sistema.
- Porcentajes de difusión aceptables como resultado de las condiciones de turbulencia en el reactor.
Los reactores de lecho móvil pueden configurarse en muchos esquemas diferentes de tratamiento de flujo continuo para eliminación de DBO, nitrificación y desnitrificación.
- Las condiciones específicas del sitio, incluyendo la disposición de la obra y el perfil hidráulico de la planta;
- El esquema de tratamiento existente y el potencial de retroalimentación de las instalaciones o tanques existentes; y
- Los objetivos fijados de calidad del efluente.
El área efectiva neta del biofilm es un parámetro clave de diseño con reactores de lecho móvil y los porcentajes de carga y reacción pueden expresarse como función del área superficial que ofrecen los soportes. Por lo tanto, el área superficial del soporte se usa de forma común y conveniente para expresar el rendimiento y las cargas de los MBBR, a menudo presentados respectivamente como porcentaje de eliminación por área superficial (SARR) y porcentaje de carga por área superficial (SALR). El porcentaje de eliminación de substrato en MBBR es dependiente en orden 0 cuando las concentraciones del sustrato son altas y dependiente en primer orden cuando las concentraciones del sustrato son bajas. En condiciones controladas, el porcentaje de eliminación (SARR) como función de la carga (SALR) puede expresarse como expresión de la siguiente reacción:
r = rmax * [L/(K+L)]
Donde: r = Porcentaje de eliminación (g/m2*día)
rmax = Porcentaje máximo de eliminación (g/m2*día)
L = Porcentaje de carga (g/m2*día)
K = Constante de saturación media
Sumario general de los esquemas de tratamiento ofrecidos por los MBBR:
| Objetivo del tratamiento | Descripción del proceso |
| Eliminación de materia con carbono | MBBR solo MBBR antes de proceso de masa suspendida |
| Nitrificación |
MBBR solo MBBR seguido de tratamiento secundario |
| Nitrogen removal (denitrification) | MBBR solo con desnitrificación previa MBBR solo con desnitrificación posterior MBBR solo con desnitrificación previa y posterior MBBR después de desnitrificación del efluente nitrificado |
3.1.1. Eliminación de materia carbónica
El diseño SALR para un reactor de lecho móvil diseñado para la eliminación de materia carbónica dependerá del objetivo de tratamiento predominante y el método seleccionado para la separación de sólidos. La siguiente tabla muestra una serie de valores de diseño típicos para carga de DBO basados en la aplicación y el objetivo de tratamiento.
| Aplicación (objetivo) | SALR DBO (g/m2*día) |
| Carbonaceous matter removal | Stand-alone MBBRs Roughing MBBR preceding suspended growth process |
| Tasa alta (75 a 80% de eliminación de DBO) | >20 |
| Tasa normal (80 a 90% de eliminación de DBO) | 5 to 15 |
| Tasa baja (antes de la nitrificación) | 5 |
El reactor debería diseñarse usando una tasa de carga baja cuando la nitrificación es el objetivo del proceso aguas abajo. Se pueden considerar tasas de carga más altas cuando sólo se requiere la eliminación de la materia carbónica. La experiencia ha demostrado que, para la eliminación de la materia carbónica, un nivel de oxígeno disuelto de 2 a 3 mg/L es suficiente y que unos niveles mayores no ayudan a mejorar el SARR.
3.1.2. Diseños de tasa alta
El reactor de lecho móvil puede considerarse cuando es necesario un sistema compacto de tasa alta para cumplir los estándares básicos de tratamiento secundario. En aplicaciones de tasa alta, el MBBR funciona bajo condiciones SALR altas, con el objetivo principal de eliminar la DBO soluble y fácilmente degradada del influente. La capa externa del biofilm se desprende y decanta, pero esta condición disminuye en condiciones de carga alta. Como resultado, el MBBR de tasa alta se combina con la coagulación y floculación de productos químicos del efluente tratado, flotación o con un proceso de eliminación de sólidos por contacto; sin embargo, en general, esto da como resultado un sistema compacto capaz de cumplir estándares básicos de tratamiento secundario en un tiempo de retención corto (HRT).
3.1.3. Diseños de tasa normal
El reactor de lecho móvil ofrece una opción tecnológica cuando se consideran enfoques convencionales de tratamiento secundario básico. Típicamente se consideran dos reactores en serie para alcanzar este nivel de tratamiento. En resumen el rendimiento de eliminación de DBO a 7 días (DBO7) en 4 plantas de tratamiento de aguas residuales con MBBR de tasa normal, diseñados para eliminación de DBO seguida por la eliminación química de fósforo. En estos casos, los MBBR fueron diseñados con una tasa de carga orgánica de 7 a 10 g. BOD7/m2*día a 10 ºC y se combinan con adición y floculación de seguimiento de productos químicos para la eliminación de fósforo y la mejora de la separación de sólidos.
3.1.4. Diseños de tasa baja
Un diseño de carga baja debe considerarse para los reactores diseñados para la eliminación de materia orgánica antes del reactor de nitrificación. Esto ayuda a asegurar que la tasa de nitrificación pueda conseguirse en el siguiente reactor de nitrificación con lecho móvil, lo cual también resulta en el diseño más económico. En casos en los que la carga de DBO al MBBR de nitrificación no sea reducida lo suficiente, la tasa de nitrificación se verá reducida significativamente y puede que el reactor no resulte efectivo.
Este sería el caso en una situación en la que una carga de DBO que era demasiado alta fuera seleccionada para la etapa de pretratamiento de la materia orgánica, dando como resultado un remanente en la etapa de nitrificación. Como ejemplo, el cuadro muestra que podría conseguirse una tasa de nitrificación de 0.8 g./m2*díacon una carga de DBO de 2 g./m2*día y una tasa de oxígeno disuelto de 6 g./m2*día, pero podría reducirse alrededor de un 50% si la carga de DBO se incrementase hasta 3 g./m2*día. El operador podría ajustarlo usando un nivel más alto de oxígeno disuelto para ayudar a compensar esta condición, o bien se podría incrementar la sección rellenada para reducir el porcentaje de carga del área superficial. Sin embargo, es importante hacer notar que ninguna de estas opciones da como resultado un diseño económico y efectivo. En cambio, el diseño preferido sería dimensionar los MBBR diseñados para la eliminación de DBO usando una carga baja conservadora, de modo que la eficiencia máxima se pueda alcanzar más adelante en el MBBR de nitrificación.
Durante un estudio, se llevaron a cabo dos pruebas de nitrificación a escala reducida, con seis semanas entre cada una, en soportes sacados de cada uno de los tres MBBR. Para cada prueba, se mantuvieron condiciones casi idénticas (p.ej., oxígeno disuelto, temperatura, pH y concentración inicial de amoníaco) en cada uno de los tres modelos piloto. Los resultados de las pruebas muestran que el primer reactor, con la carga más alta de DQO soluble (5.6 g./m2*día) rindió poco en términos de nitrificación, pero tuvo éxito en su función de reducir la carga de DQO soluble antes del segundo reactor. Esto se ve gracias a:
- Altas tasas de nitrificación observadas en el segundo reactor, cercanas a las observadas en el tercer reactor, y
- Poca diferencia entre la condición de la carga de la DQO soluble en el segundo reactor en comparación con el tercer reactor.
Para diseños de carga baja donde es importante un SALR conservador, se puede usar el siguiente factor de corrección de temperatura para ajustar el SALR según la temperatura del agua residual.
3.1.5. Nitrificación
Para un diseño correcto, se deben considerar una serie de condiciones dentro de un MBBR en la fase de nitrificación, ya que tienen un efecto significativo en el rendimiento del reactor. Los factores más significativos son:
- Carga orgánica.
- Concentración de oxígeno disuelto.
- Concentración de amoníaco.
- Temperatura del agua residual.
- pH/Alcalinidad.
Se mostraba la importancia de eliminar la materia orgánica presente en el agua residual antes de que se alcancen cotas razonables de eliminación en el MBBR de nitrificación aguas abajo. En caso contrario, la competencia heterotrófica del biofilm por el espacio o el oxígeno reduce (o elimina) la actividad nitrificadora del biofilm. A medida que se reduce la carga orgánica, la tasa de nitrificación aumenta, hasta que la concentración de oxígeno disuelto limita la tasa. La disponibilidad de sustrato (amoníaco) sólo limita la tasa cuando las concentraciones en el reactor son bajas (<2 mg. N/L) y por lo tanto es un problema cuando se requiere una nitrificación sustancialmente completa. En estos casos, se pueden considerar dos reactores en serie, cuando el primer reactor tiene oxígeno limitado y el segundo tiene amoníaco limitado. Como en todos los procesos biológicos, la temperatura tiene un marcado efecto en la tasa de nitrificación, pero esto puede ser compensado con MBBR funcionando con una mayor concentración de oxígeno disuelto. Finalmente, con niveles bajos de alcalinidad, la tasa de nitrificación del biofilm empezará a mostrar inhibición. Las siguientes subsecciones tratan cada uno de estos importantes factores de diseño.
En aplicaciones con suficiente alcalinidad y amoníaco (al menos al principio), la tasa de nitrificación se incrementará a medida que la carga orgánica se reduce, hasta que la concentración de oxígeno la limite. En películas biológicas MBBR nitrificantes bien establecidas, la disponibilidad de oxígeno limita la tasa de nitrificación en los soportes, mientras el porcentaje de oxígeno respecto al nitrógeno amoniacal esté por debajo de 2.0. Así pues, al contrario que los sistemas de materia suspendida, la tasa de reacción en un reactor de lecho móvil muestra una dependencia linear o casi linear de la concentración de oxígeno disuelto en condiciones de oxígeno limitado. Este comportamiento probablemente sea debido a la tasa a la cual se difunde el oxígeno a través de la capa de líquido estancado y penetra en el biofilm. Una mayor concentración de oxígeno incrementa el gradiente de concentración a través del biofilm. Una mayor energía de mezcla debida a una aireación más rápida también ayuda a mejorar la transferencia del líquido al biofilm, si la carga orgánica se mantiene constante (p.ej., grosor y composición del biofilm), se puede prever que la tasa de nitrificación aumentará linealmente con la concentración de oxígeno disuelto. El incremento del oxígeno disuelto ayudará a aumentar la tasa de nitrificación, hasta que se observan concentraciones de amoníaco disuelto considerablemente bajas.
Aunque la dependencia que la cinética de nitrificación tiene respecto a la temperatura puede reducir las tasas de nitrificación en la temperatura de diseño invernal, este efecto puede compensarse con MBBRs mediante el efecto combinado de una mayor concentración de biofilm adherido en los soportes que se observa típicamente a temperaturas más frías y manteniendo niveles más altos de oxígeno disuelto en el reactor. A temperaturas más frías de agua residual, comúnmente se observa más biomasa (g/m2). También pueden conseguirse mayores niveles de oxígeno disuelto sin incrementar la velocidad de aireación, como resultado de su mayor solubilidad a temperaturas más bajas del líquido. En neto, la actividad de nitrificación por área superficial de la unidad de soporte puede mantenerse con efectividad a pesar de una reducción en la actividad del biofilm específico (g NH3-N / m2·d ÷ g SS /m2).
La observación estacional de incremento y reducción de biomasa en función de la temperatura del agua residual en un MBBR terciario. Como se observa, la concentración de biomasa cae significativamente entre mayo y junio, cuando la temperatura sobrepasa los 15 ºC. Se hacen dos grupos de datos según las condiciones de temperatura del agua residual (por debajo y por encima de 15 ºC, tal y como aparecen reflejados en la imagen 5.8a.
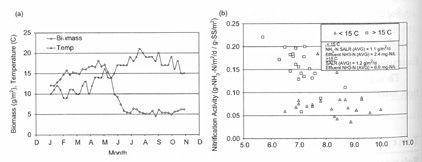
Imagen 5.8a
Aunque la actividad específica del biofilm es menor para los datos de temperatura inferior a 15 ºC, el rendimiento global se mantiene gracias a una mayor concentración global de biomasa y un mayor nivel de oxígeno disuelto como resultado de un aumento de la solubilidad del gas a temperaturas menores. La observación ayuda a reflejar que una tasa de reacción global del área superficial en los soportes puede mantenerse en temperaturas más frías, compensándola con un biofilm adaptado, a pesar de una reducción en la tasa de crecimiento de la nitrificación.
3.1.6. Desnitrificación
Los reactores de lecho móvil se han usado con éxito para la desnitrificación en configuraciones de pretratamiento, post-tratamiento y combinadas. Igual que con otros procesos de desnitrificación biológica, los factores principales que deben considerarse en el diseño son los siguientes:
- La presencia de una fuente de carbono adecuada en un ratio adecuado de carbono y nitrógeno en el rector.
- Nivel de desnitrificación requerido.
- Temperatura del agua residual.
- Remanente de oxígeno de pasos previos del proceso o flujos de recirculación.
3.1.6.1. Reactores de lecho móvil con biofilm pre-desnitrificación
La pre-desnitrificación con MBBR normalmente es adecuada en casos en los que sea necesaria la eliminación de DBO, la nitrificación y un nivel moderado de eliminación de nitrógeno. El influente del reactor debería tener un ratio favorable de DQO biodegradable y amoníaco (C:N) para hacer un uso eficiente del volumen del reactor anóxico. El oxígeno disuelto que retorna al flujo de reciclaje puede tener una influencia significativa en el rendimiento con sistemas MBBR, ya que pueden hacer falta niveles elevados de oxígeno disuelto para la fase de nitrificación del proceso MBBR. Esto puede suponer en la práctica un límite máximo para el ratio de recirculación más efectivo (Qrcy:Qinf), mientras que un futuro incremento en la tasa de recirculación acaba por reducir la eficiencia de desnitrificación global. Cuando las características del agua residual influente con adecuadas para la pre-disnitrificación, el rendimiento de eliminación de nitrógeno normalmente puede oscilar entre el 50 y el 70%, con un ratio Qrcy:Qinf de 1:1 a 3:1.
3.1.6.2. Reactores de lecho móvil con biofilm post-desnitrificación
La post-desnitrificación con MBBR puede tomarse en consideración en casos en los que el carbono degradable presente de forma natural en el agua residual es insuficiente o ya ha sido agotado por un proceso anterior, o cuando la disponibilidad de espacio en la planta es limitada y requiere una nitrificación compacta de tasa alta. Puesto que el rendimiento no está limitado por factores como la tasa de reciclaje interno o la disponibilidad de carbono, se pueden conseguir altos niveles de eliminación de nitrógeno (>80%) con un tiempo de retención mínimo.
Si existen límites estrictos sobre la DBO del efluente y se requieren niveles bajos de nitratos, puede ser necesaria una post-nitrificación con un pequeño MBBR de aireación posterior. La experiencia práctica ha mostrado que el rendimiento de la post-nitrificación en MBBR puede inhibirse cuando un tratamiento de precipitación previo en el reactor da como resultado unas condiciones de fósforo limitantes para la síntesis celular.
El porcentaje de eliminación por área superficial con nitratos máximos y adición externa de carbono puede ser mayor que 2 g/m2·d cuando se añade carbono en exceso.
3.1.6.3. Reactores de lecho móvil con biofilm con desnitrificación combinada previa y posterior
Los reactores de lecho móvil pueden combinarse para aprovechar la economía proporcionada por la pre-desnitrificación y el rendimiento de la post-nitrificación. El reactor de pre-desnitrificación puede diseñarse de modo que pueda manejarse como reactor de aireación durante los meses de invierno cuando:
- Un volumen adicional de reactor de aireación pueda ser útil para mejorar el rendimiento de la nitrificación, y
- La temperatura fría del agua residual da como resultado niveles altos de oxígeno disuelto y DQO menos soluble, que de otra forma impedirían la eficiencia de la pre-desnitrificación.
Durante los meses de invierno, se confiaría en el reactor de post-nitrificación para llevar a cabo toda la eliminación de nitratos necesaria.
3.2. Mezcladores
En aplicaciones de desnitrificación con MBBR, se han usado mezcladores mecánicos sumergibles montados sobre raíles, que hacen circular y mezclan los contenidos del reactor y los soportes de relleno. Se requieren algunas consideraciones especiales para un diseño adecuado: la posición y orientación de los mezcladores, el tipo de mezclador y la energía de mezcla.

Con una gravedad específica de aproximadamente 0.96, los soportes del biofilm flotarán cuando no haya energía añadida en el reactor. Esto es diferente de los sistemas de masa suspendida en los cuales, sin energía, los sólidos sedimentarán. Como resultado, los mezcladores deben estar localizados hacia la superficie del reactor, pero no lo bastante cerca como para crear un remolino en la superficie, que haría entrar aire en el reactor. La unidad mezcladora debe tener una ligera inclinación negativa, para ayudar a hacer caer los soportes hasta las profundidades del reactor, como se muestra en la imagen 5.10. En las aplicaciones típicas, los MBBR no aireados necesitan entre 25 y 35 W/m3 para mover el lecho flotante de los rellenos.
Se necesitan consideraciones de mezcla especiales para los MBBR de desnitrificación. No todos los mezcladores son adecuados para su uso a largo plazo en un MBBR.
La energía de mezcla necesaria para mezclar adecuadamente en un MBBR de desnitrificación depende de la fracción del volumen que ocupe el relleno y la masa de biofilm prevista en el reactor. Las experiencias prácticas han demostrado que la mezcla en el reactor es más efectiva cuanto menor es el porcentaje de llenado (p. ej., <55%). Una fracción de llenado alta puede hacer difícil que el mezclador haga mover con éxito el relleno y por lo tanto debería evitarse. En cambio, una fracción de llenado baja con mayor carga de área superficial (y por lo tanto, mayor concentración de biomasa) en los soportes ayuda a hacer que el relleno baje, haciendo más fácil para los mezcladores hacer circular el relleno dentro del reactor. Por esa razón, es importante seleccionar un tamaño del reactor de desnitrificación tal que la fracción de llenado permita el mezclado mecánico.
3.3. Pretratamiento
Igual que muchas otras tecnologías de biofilm sumergido, los MBBR deben tener un tratamiento preliminar adecuado previo al reactor. Un buen tamizado y eliminación de gravilla son necesarios para prevenir la acumulación a largo plazo de materiales inertes no deseados en el MBBR, como telas, plástico y arena. Estos materiales son difíciles de eliminar una vez que penetran en el reactor, porque estará parcialmente ocupado con los soportes de relleno. Los fabricantes generalmente recomiendan un espaciado no mayor de 6 mm. si también se proporciona tratamiento primario. Aun así, un tamizado más exhaustivo de 3 mm. o menos es obligatorio cuando no haya tratamiento primario. Por otra parte, en procesos MBBR supletorios, en los que haya un tratamiento previo significativo, probablemente no necesiten tamizado adicional.