LA REGENERACIÓN DE LAS AGUAS RESIDUALES TEXTILES Y SU REUSO PARA NUEVAS PRODUCCCIONES, A TRAVÉS DE UN NUEVO SISTEMA BIOLÓGICO AEROBIO, EL AEMBBR-MBR®

BIOLOGÍA Y FILTRACIÓN, S.L. (BIO-FIL®) en colaboración con el INTEXTER (UPC), han desarrollado una tecnología para el tratamiento de aguas residuales Industriales con alta carga orgánica y color, en este caso se trataron aguas de una industria téxtil, de tintura y acabados, pero el sistema es extensible a otros sectores con un alto consumo de agua, como es la industria papelera, metalúrgica, alimentaria, etc, salvo en pequeñas excepciones que se mencionan en el capítulo de conclusiones. El resultado ha revelado que su reutilización en nuevos procesos productivos es posible y destaca que no son necesarios los procesos físico químicos para llegar a este fin.

Este sistema ha sido registrado en la oficina Española de Patentes y Marcas a nombre del ingeniero Josep Mª García Coloma y del Profesor de la UPC Martí Crespi Rosell. Registro PCT/ES2021/070079 en fecha 2 de febrero del 2021.
![]()
El sistema AEMBBR-MBR®. permite aumentar la capacidad de tratamiento biológico de cualquier planta que se haya quedado obsoleta para los requerimientos actuales de calidad del agua tratada, para aumentar su capacidad de tratamiento o para reutilizarla en sucesivos procesos de producción.
Las aguas residuales textiles son una mezcla de muchos compuestos diferentes como fibra o pelusa, los cuales se separan físicamente mediante un cribado. El resto de los componentes en los vertidos son: lubricantes, biocidas, compuestos antiestáticos, peróxido de hidrógeno, silicato sódico, estabilizadores de pH, hidróxido sódico, detergentes, colorantes, cera, disolventes, etc, son los causantes de la contaminación orgánica. Las substancias eliminadas en el pretratamiento, representan alrededor del 45% de la contaminación, el resto de contaminantes en las aguas del proceso de teñido y lavado representan alrededor del 50% – 55%

Los diversos productos que entran en los procesos textiles, que al final se encuentran en las aguas residuales depende del tipo de proceso que la industria practica y pueden acabar en el alcantarillado municipal, a ríos o lagos deteriorando el medio ambiente.

- El sistema debe disponer de una homogeneización con regulación de pH.
- El agua llega a la planta mediante un bombeo procedente de la homo al reactor anóxico.
- Seguidamente el agua pasa por rebose al reactor aerobio, fase MBBR, donde se elimina gran parte de la DBO.
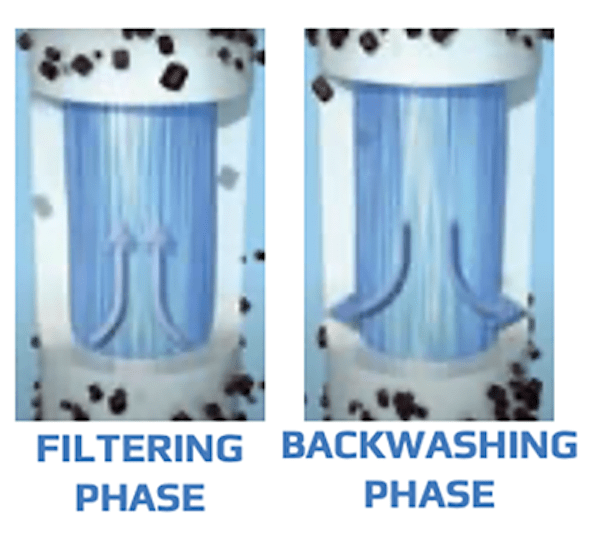
- Finalmente pasa por vasos comunicantes a la fase de ultrafiltración MBR, donde se produce la nitrificación .
- El agua se ultrafiltra pasando al depósito de reserva para su reuso, mientras el lodo queda retenido por las membranas.
- Desde la zona de membranas (nitrificación, se realiza una recirculación al reactor anóxico para la anóxico)
Ambos reactores se fusionan en uno solo.
PLANTA DE DEMOSTRACIÓN: funcionamiento del sistema AEMBBR-MBR®
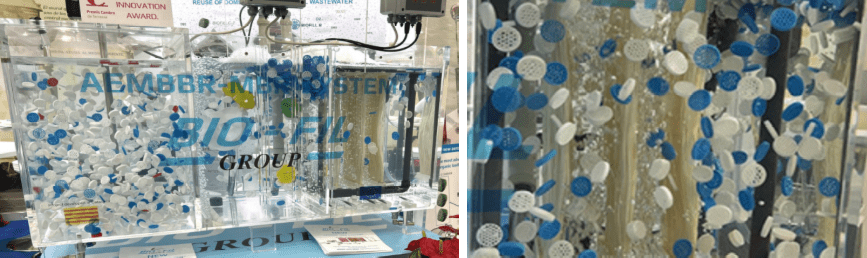
Vista de una la planta de demostración con agua limpia y vista de la sección MBR incluyendo bioportadores.
Pretratamiento y homogeneización.
Reactor anóxico para los casos de eliminación de compuestos nitrogenados.
Reactor para la eliminación de la DBO.
Reactor de nitrificación.
Flotador DAF para la separación efectiva de fases.
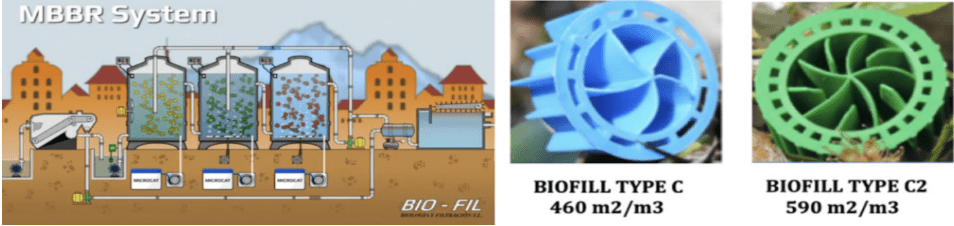
En los tres reactores se instalan bioportadores de biomasa de los tipos BIOFILL C y BIOFILL C-2 en una proporción del 50 % en total respecto al volumen útil de los reactores (dependiendo de las necesidades esta relación puede variar a conveniencia entre el 35 y el 65%) .

Vista de la planta de demostración con los bioportadores funcionando y bioportadores con biomasa
- Fabricación de la materia prima
- Relleno plástico tipo C | C-2 | C-3 BIOFILL®
- Rellenos plásticos BIOFILL®
- Fabricación de BIOFILL® C
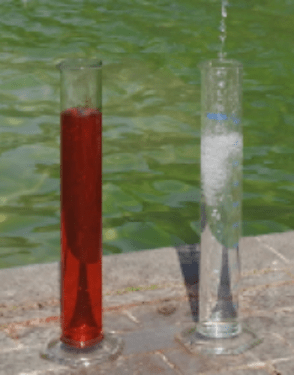
El principal problema del sistema MBBR, es la decantación de lodos. Una decantación clásica no es eficiente debido a la viscosidad y poco peso del fango, necesita una pequeña cantidad de coagulante para una buena clarificación.
 Decantación sin coagulante
Decantación sin coagulante
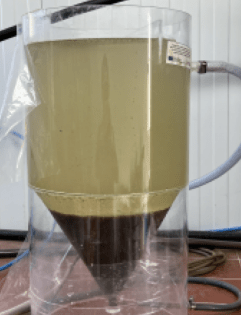 Decantación con coagulante
Decantación con coagulante